
China Liquid Hand Cleaner Cubitainer and Disinfectants Cubitainer - China Manufacturers, Suppliers, Factory
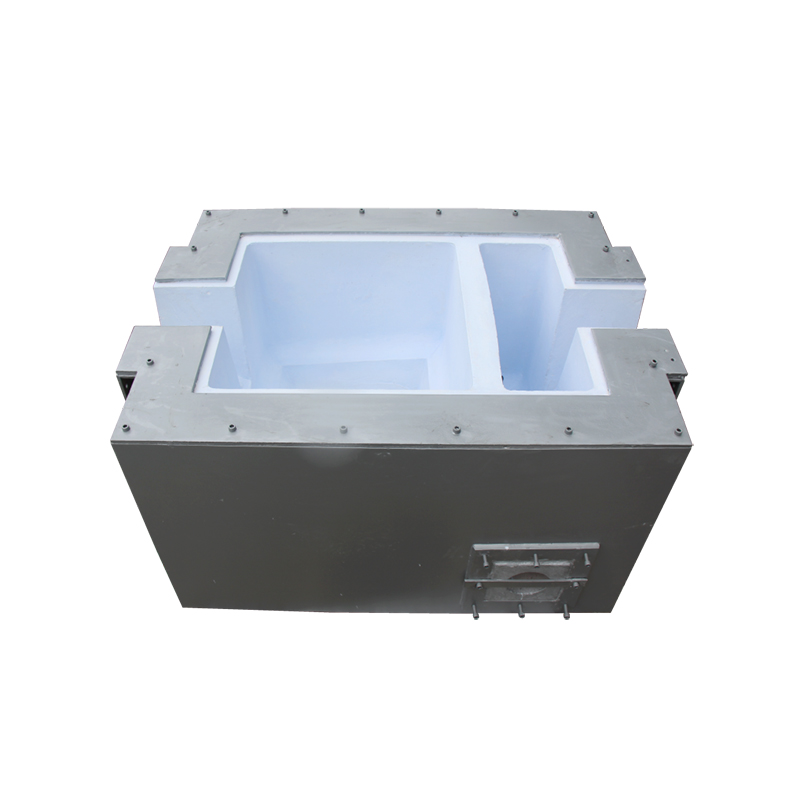
Different brands of casting furnaces and extruders are the biggest advantages of Foshan Zhelu, any Chinese equipment if there is a problem, we can perfectly solve it, any required materials or accessories, we can also supply. The company has been established for nearly 20 years and has been deeply engaged in the aluminum casting and extrusion industry. We are also becoming more and more professional, and now the company has branches and warehouses in Ho Chi Minh City and Hanoi, Vietnam, as well as professional installation team and technical consultants. In next 2 years, we will continue to set up branches in countries such as Indonesia and India, through face-to-face communication with customers, we will provide door-to-door one-stop service to our customers. China Liquid Hand Cleaner Cubitainer and Disinfectants Cubitainer, Porthole Die, Block Holding, Extrusion Die Heater,Moldable Metal. Aluminum casting process: The recycled aluminum scrap is to be heated and melted in an aluminum melting furnace,add with pure aluminum ingot, with refining flux and dross flux, the impurities will be removed, Then silicon and magnesium will be put into molten aluminum ,After flowing into launder and filter box,the molten aluminum finally reach the ingot casting line, with stacking robot, aluminum ingot will be stacked and packaging. While aluminium billet is another casting equipment, molten aluminum flows into Hot top casting plate, after cooling and Lifting and lowering of pallets, the billet will be made under the plate, then aluminum billet is hoisted out by the crane and enters the homogenization furnace, finally cut by saw. The product will supply to all over the world, such as Europe, America, Australia,Borussia Dortmund, Bolivia,Austria, Bulgaria.Under the action of pressure, the heated aluminum rod is divided into several metal flows, enters the welding chamber through the shunt hole, collects in the welding chamber, and is welded again in the environment of high temperature, high pressure and high vacuum, and finally flows out through the gap between the mold core and the die hole, so as to form a pipe or hollow aluminum profile that meets the size and performance requirements, as an aluminum door and window profile or industrial aluminum profile. If bending is required, a bending tool is added to the rear device.
Related Products







Top Selling Products









- Related Blog
- Reviews
